
Im TZL stehen die am Markt gängigen Softwarewerkzeuge zur Srukturoptimierung der Firmen Altair (Optistruct, Inspire), ANSYS, CAESS (ProTOp), Dassault (Tosca), LSTC (LS-TaSC) zur Verfügung.

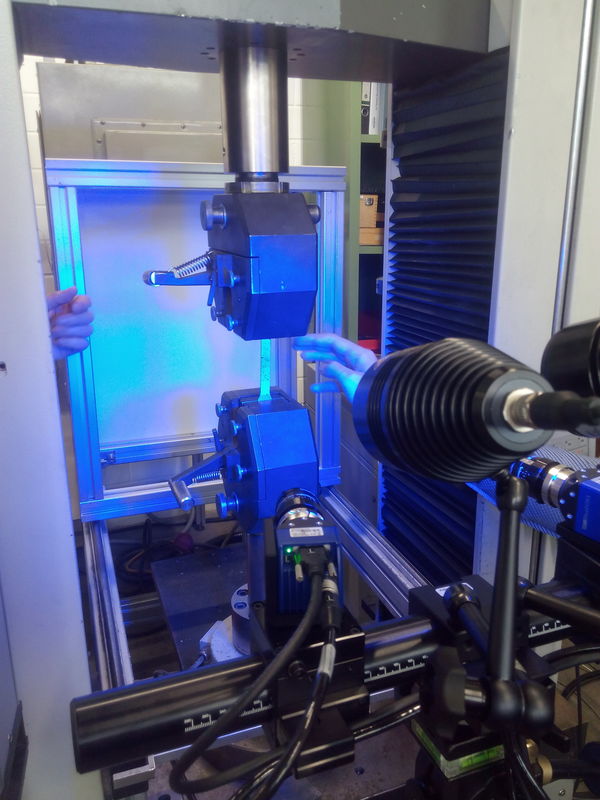
Reibprüfstand
Das an der Hochschule Aalen entwickelte Streifenziehwerkzeug nach dem Flachbahnprinzip ist ein Modellverfahren, welches in der Blechumformung als Standardversuch gilt. Der Flachstreifenziehversuch ermöglicht wesentlichen die Reibungszahl beeinflussenden Kenngrößen, wie Flächenpressung bzw. die Normalkraft (bis zu 65,5 kN), Ausziehgeschwindigkeit des Blechs (bis zu 8 mm/s) und die Umgebungstemperatur (bis +200 °C), in der Blechumformung gezielt zu variieren.
Mit dem Werkzeug werden, zwischen zwei Reibbacken eingespannte, Blechstreifen unterschiedlicher Blechstärken (1 – 8 mm) gezogen. Zur Ermittlung des Reibkoeffizienten für Warmblechumformung wurde das Werkzeug für hohe Umgebungstemperaturen ausgelegt.
Der Reibkoeffizient wird über die wirkende Normalkraft im Streifenziehwerkzeug und die Auszugskraft der Zugprüfmaschine ermittelt. Die Normalkraft und die Auszugskraft werden Digital aufgenommen. Die Versuche können mit Analyse-Tools ausgewertet werden. Der mittels Werkzeug ermittelte Reibkoeffizient gibt Aufschlüsse über Reib- und Verschleißverhalten von Werkstoffen in der Blechumformung.
Das ARAMIS Produktportfolio umfasst Sensoren zur dynamischen Erfassung von 3D-Koordinaten, 3D-Verschiebungen und 3D-Oberflächendehnungen. Auf Basis von Triangulation liefern die Systeme präzise 3D-Koordinaten für vielflächige und punktbasierte Messungen.
![]()
![]()
![]()

Das an der Hochschule Aalen entwickelte und gefertigte Nakajima-Werkzeug ist ein beheizter Prüfstand zur Ermittlung von Grenzformänderungskurven bei verschiedenen Umform-temperaturen (bis 200 °C). Die Auswertung der FLD erfolgt dabei durch das optische 3D-Messsystem GOM ARAMIS, welches in der Presse und im Werkzeug konstruktiv berücksichtigt wurde.
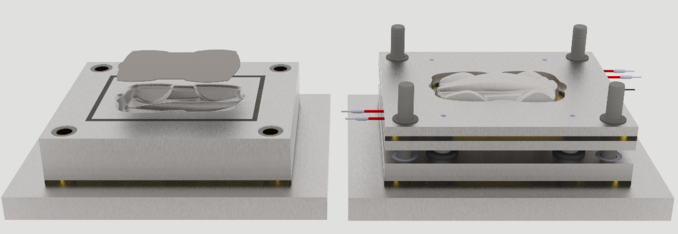
Der Neuheitsgrad dieses Umformwerkzeugs basiert darauf, dass die für die Prozessdatenerzeugung notwendige Sensorik bereits im Werkzeug integriert wurde. So sind neben Heizelementen auch ein magnetostriktiver Wegaufnehmer zur Positions-/Geschwindigkeitsmessung, ein pneumatischer Kurzhubzylinder zur Härtemessung des Bauteils, ein Accelerometer und Thermoelemente zur Temperaturerfassung des Werkzeugs bzw. der Platine bereits konstruktiv berücksichtigt. Die beheizten Bereiche wurden über Isolierungen von der Presse bzw. Normteilen thermisch getrennt, um deren Funktionalität auch bei beheizten Umformprozessen langfristig zu gewährleisten.