
Joining of Aluminum and CFRP via Laser Powder Bed Fusion: Influence of Experimental Set-Up and Laser Processing on Microstructure and Mechanical Properties
 , , , and
, , , and
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
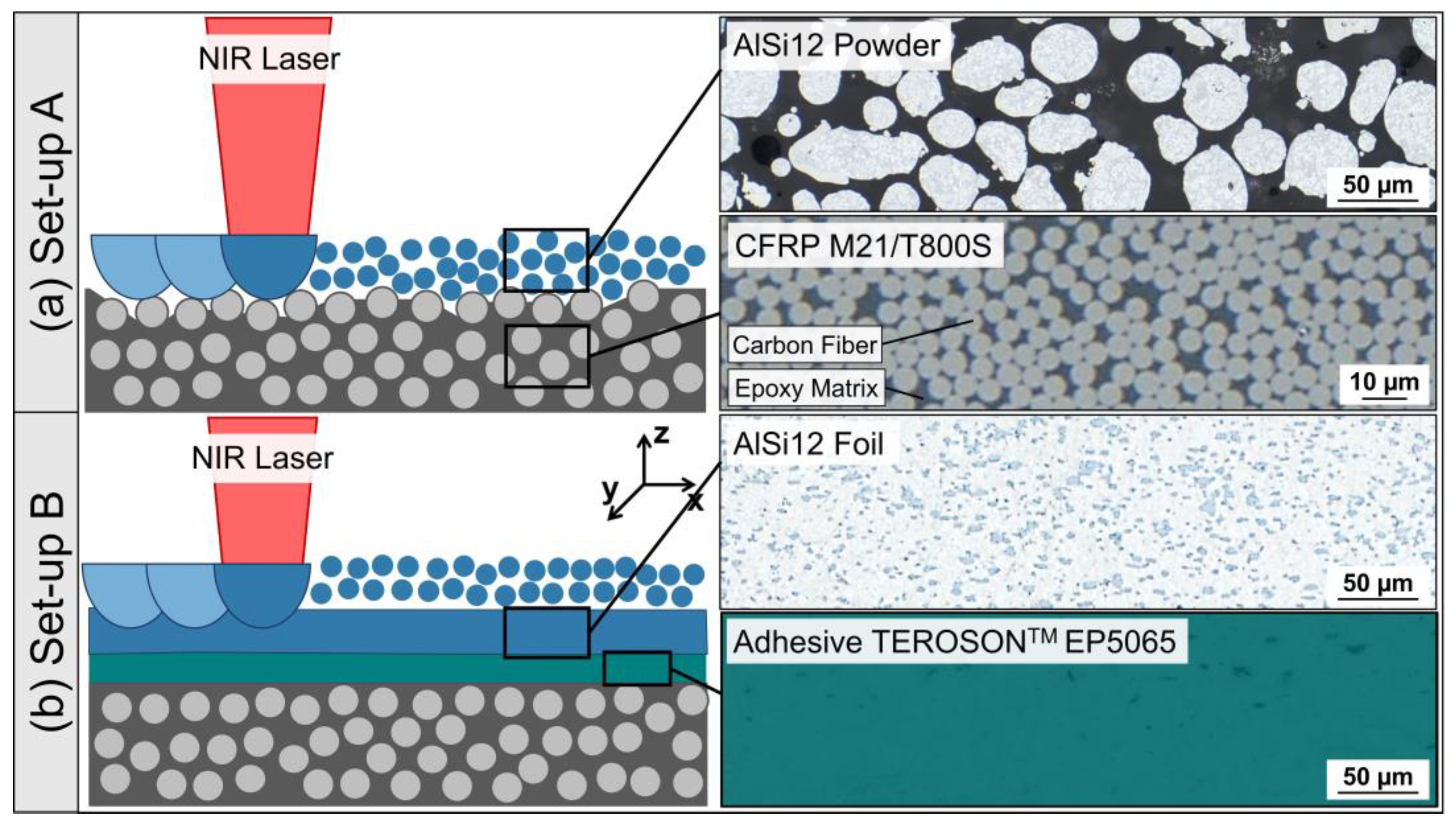
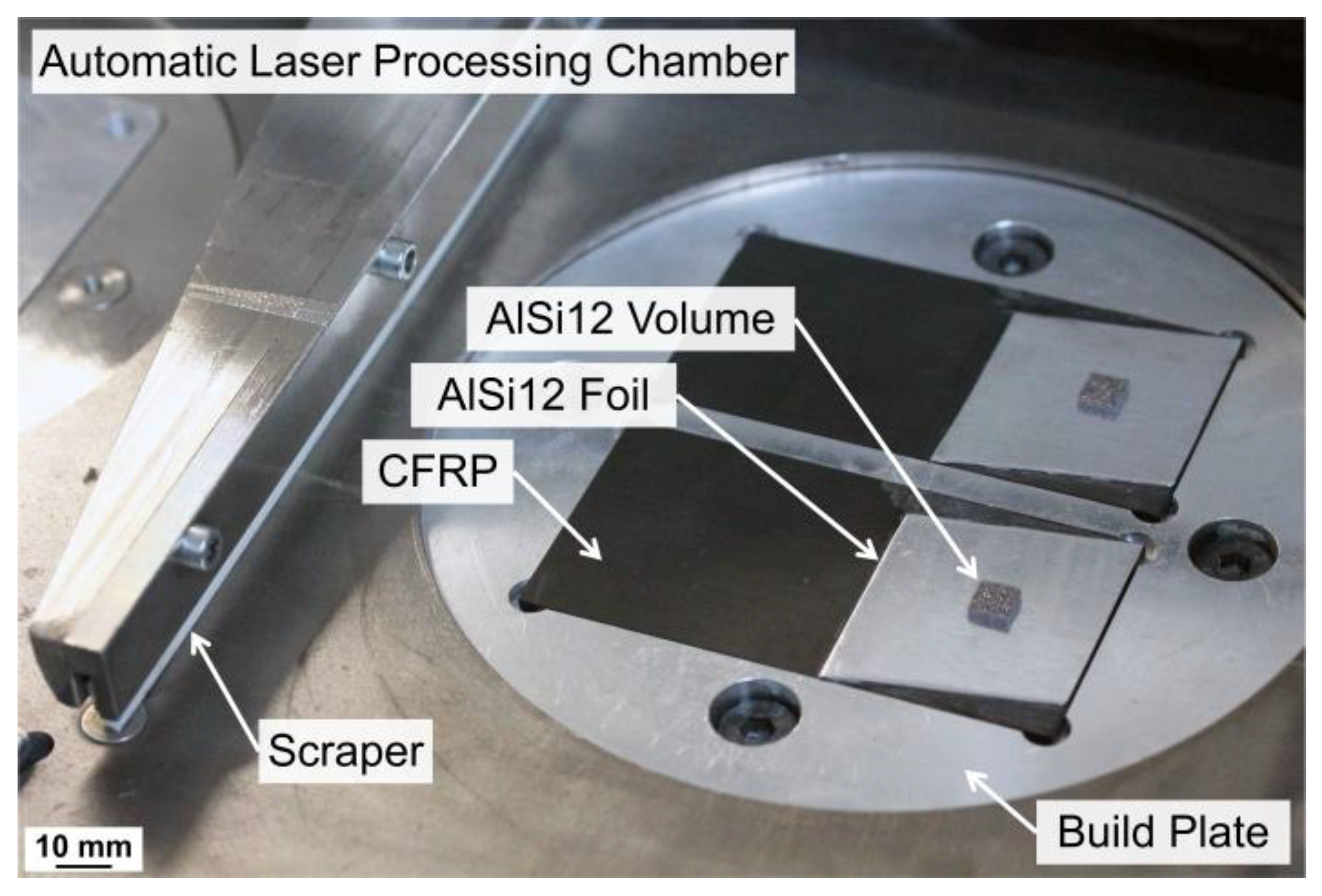
2.2. Substrate Set-Up and Preparation
2.3. Laser Powder Bed Fusion
2.4. Thermal Analysis
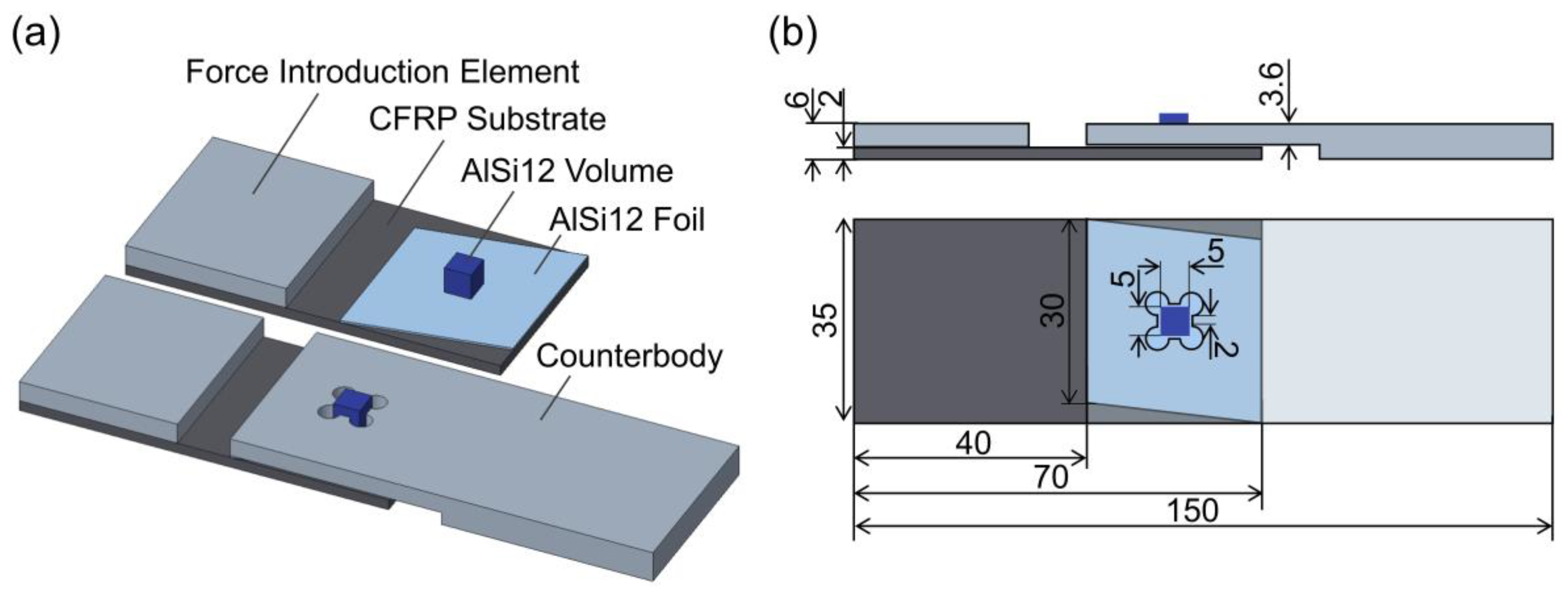
2.5. Mechanical Characterization and Fractographic Investigations
2.6. Macro- and Micro-Structural Characterization
3. Results
3.1. Substrate Set-Up A
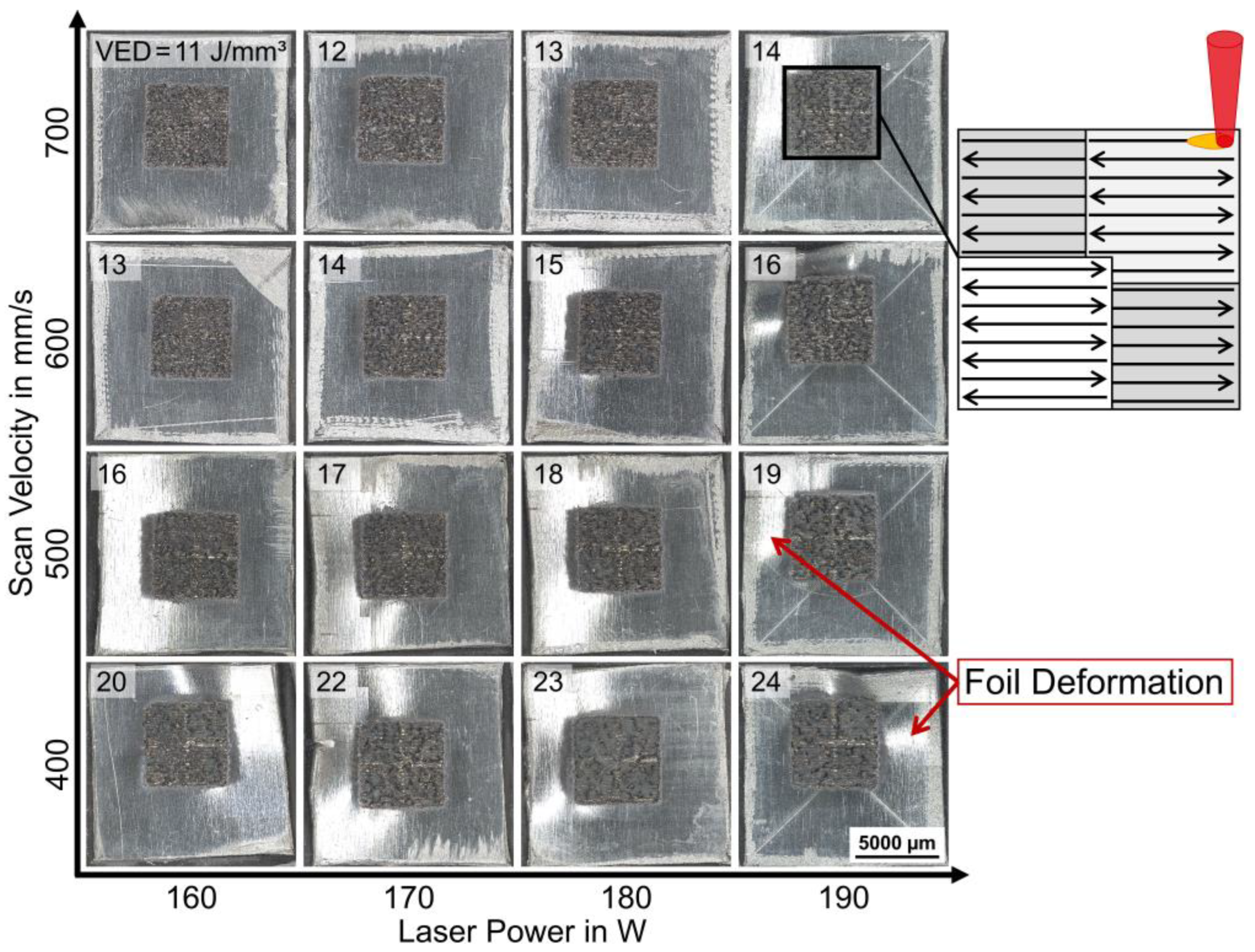
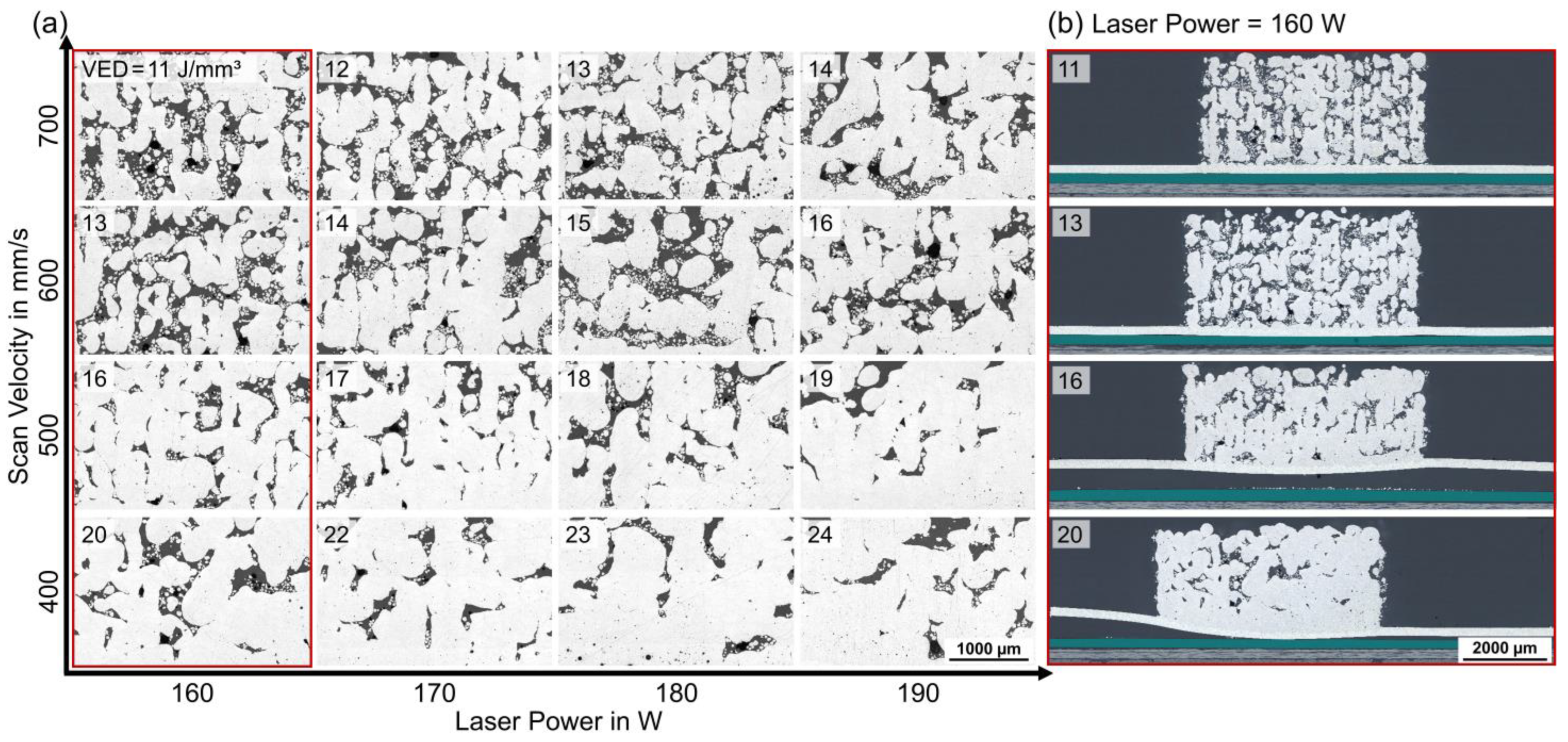
3.2. Optimized Substrate Set-Up B
3.3. Thermal Analysis
3.4. Shear Strength of CFRP/Al Joints and Fracture Patterns
4. Discussion
4.1. Substrate Set-Up A: Challenges and Optimization
4.2. Substrate Set-Up B: Microstructure, Thermal and Mechanical Properties
5. Conclusions
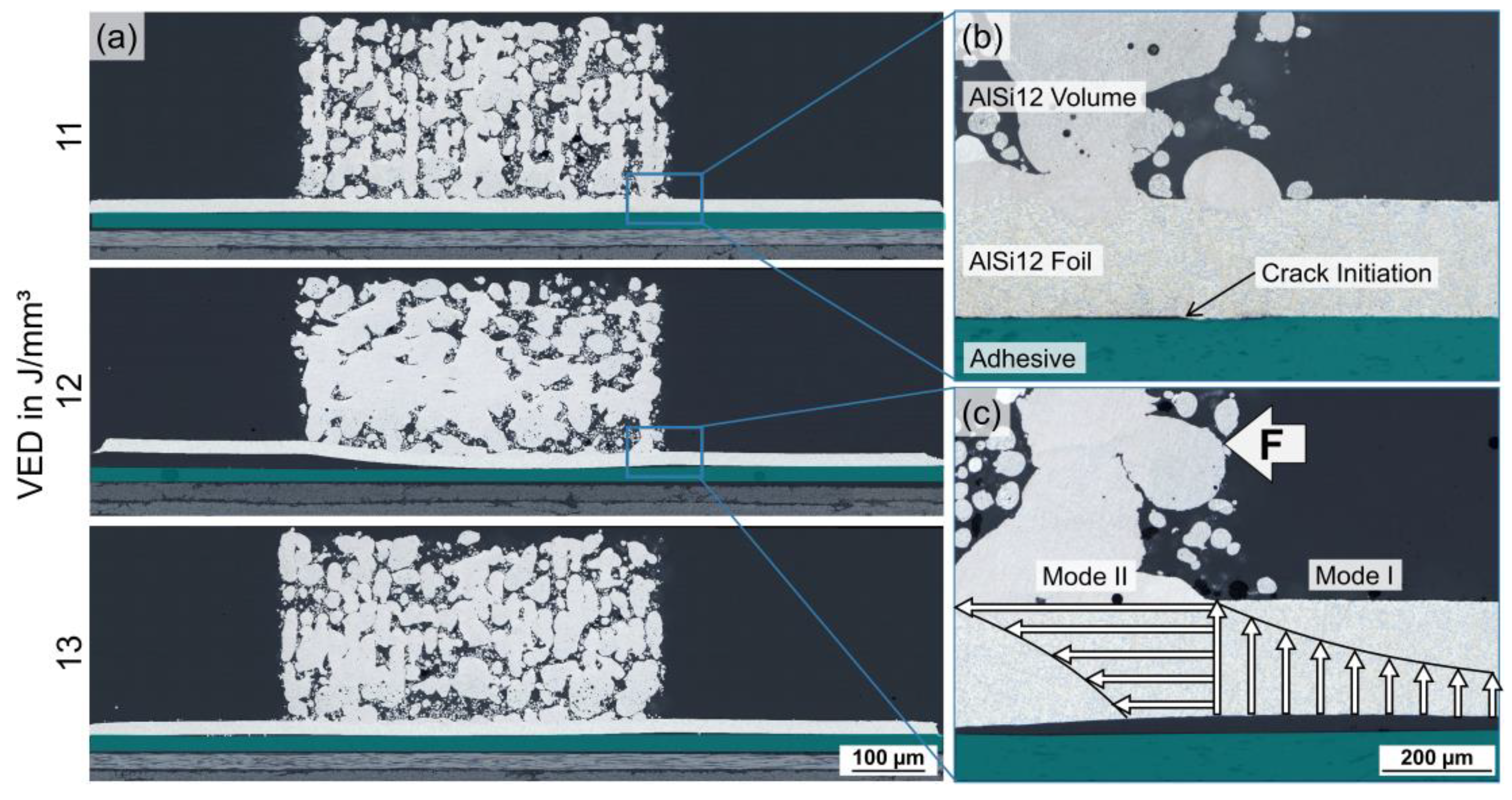
- LPBF led to thermally induced stresses in the AlSi12 volume and the AlSi12 foil, as well as shear stresses at the AlSi12 foil/adhesive interface, which caused adhesive failure and debonding, even at a lower laser energy input.
- In addition to the porosity of the AlSi12 powder layers, VED also correlated with the development of thermally induced stresses and the resulting substrate failure, setting a VED limit ≤ 14 J/mm3 for LPBF.
- Since the AlSi12 volume density increased with increasing VED, the opposing trends for a reliable bond strength defined a narrow process window of VED = 11–13 J/mm3.
- VED ≤ 12 J/mm3 generated insufficient welds at the AlSi12 volume/foil interface, where an adhesive fracture occurred at shear strength values τ < 20 MPa.
- VED ≥ 13 J/mm3 demonstrated sufficient fusion of the AlSi12 powder with the AlSi12 foil, constantly reaching shear strength values τ > 20 MPa. However, minor AlSi12 foil debonding at the AlSi12 volume edges led to a multi-axial stress state within the foil, resulting in its cohesive failure.
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Falck, R.; Amancio-Filho, S.T. The Influence of Coating and Adhesive Layers on the Mechanical Performance of Additively Manufactured Aluminum–Polymer Hybrid Joints. Metals 2023, 13, 34. [Google Scholar] [CrossRef]
- Pramanik, A.; Basak, A.K.; Dong, Y.; Sarker, P.K.; Uddin, M.S.; Littlefair, G.; Dixit, A.R.; Chattopadhyaya, S. Joining of carbon fibre reinforced polymer (CFRP) composites and aluminium alloys—A review. Compos. Part A Appl. Sci. Manuf. 2017, 101, 1–29. [Google Scholar] [CrossRef]
- Joining of Polymer-Metal Hybrid Structures: Principles and Applications; Amancio, S.; Blaga, L. (Eds.) John Wiley et Sons: New York, NY, USA, 2018; ISBN 9781118177631. [Google Scholar]
- Guo, H.; Gingerich, M.B.; Headings, L.M.; Hahnlen, R.; Dapino, M.J. Joining of carbon fiber and aluminum using ultrasonic additive manufacturing (UAM). Compos. Struct. 2019, 208, 180–188. [Google Scholar] [CrossRef]
- Chueh, Y.-H.; Wei, C.; Zhang, X.; Li, L. Integrated laser-based powder bed fusion and fused filament fabrication for three-dimensional printing of hybrid metal/polymer objects. Addit. Manuf. 2020, 31, 100928. [Google Scholar] [CrossRef]
- DebRoy, T.; Wei, H.L.; Zuback, J.S.; Mukherjee, T.; Elmer, J.W.; Milewski, J.O.; Beese, A.M.; Wilson-Heid, A.; De, A.; Zhang, W.; et al. Additive manufacturing of metallic components—Process, structure and properties. Prog. Mater. Sci. 2018, 92, 112–224. [Google Scholar] [CrossRef]
- Chueh, Y.-H.; Zhang, X.; Ke, J.C.-R.; Li, Q.; Wei, C.; Li, L. Additive manufacturing of hybrid metal/polymer objects via multiple-material laser powder bed fusion. Addit. Manuf. 2020, 36, 101465. [Google Scholar] [CrossRef]
- Silva, M.; Felismina, R.; Mateus, A.; Parreira, P.; Malça, C. Application of a Hybrid Additive Manufacturing Methodology to Produce a Metal/Polymer Customized Dental Implant. Procedia Manuf. 2017, 12, 150–155. [Google Scholar] [CrossRef]
- Whitney, T.J.; Gibson, T.; Lafdi, K.; Welk, B. A Hybrid Metal-to-Composite Joint Fabricated Through Additive Manufacturing Processes. In Proceedings of the ASME 2012 International Mechanical Engineering Congress & Exposition, Houston, TX, USA, 9–15 November 2012; pp. 929–932. [Google Scholar] [CrossRef]
- Falck, R.; Dos Santos, J.F.; Amancio-Filho, S.T. Microstructure and Mechanical Performance of Additively Manufactured Aluminum 2024-T3/Acrylonitrile Butadiene Styrene Hybrid Joints Using an AddJoining Technique. Materials 2019, 12, 864. [Google Scholar] [CrossRef]
- Falck, R.; Goushegir, S.M.; dos Santos, J.F.; Amancio-Filho; Amancio-Filho, S.T. AddJoining: A novel additive manufacturing approach for layered metal-polymer hybrid structures. Mater. Lett. 2018, 217, 211–214. [Google Scholar] [CrossRef]
- Matsuzaki, R.; Kanatani, T.; Todoroki, A. Multi-material additive manufacturing of polymers and metals using fused filament fabrication and electroforming. Addit. Manuf. 2019, 29, 100812. [Google Scholar] [CrossRef]
- Oliveira, G.; Belei, C.; de Carvalho, W.S.; Canto, L.B.; Amancio-Filho, S.T. On the fully additive manufacturing of PC/AlSi10Mg hybrid structures. Mater. Lett. 2023, 330, 133378. [Google Scholar] [CrossRef]
- Zhang, J.; Wang, X.; Gao, J.; Zhang, L.; Song, B.; Zhang, L.; Yao, Y.; Lu, J.; Shi, Y. Additive manufacturing of Ti–6Al–4V/Al–Cu–Mg multi-material structures with a Cu interlayer. Int. J. Mech. Sci. 2023, 256, 108477. [Google Scholar] [CrossRef]
- Zhao, C.; Bai, Y.; Wang, H. Feasibility and Reliability of Laser Powder Bed Fused AlSi10Mg/Wrought AA6061 Hybrid Aluminium Alloy Component. Int. J. Precis. Eng. Manuf.-Green Tech. 2023, 10, 959–977. [Google Scholar] [CrossRef]
- Wallis, C.; Buchmayr, B.; Bermejo, R.; Supancic, P. Fabrication of 3D metal-ceramic (Al-AlN) architectures using laser-powder bed fusion process. Addit. Manuf. 2021, 38, 101799. [Google Scholar] [CrossRef]
- Azizi, A.; Daeumer, M.A.; Schiffres, S.N. Additive laser metal deposition onto silicon. Addit. Manuf. 2019, 25, 390–398. [Google Scholar] [CrossRef]
- Wu, Z.; Wilson-Heid, A.E.; Griffiths, R.J.; Elton, E.S. A review on experimentally observed mechanical and microstructural characteristics of interfaces in multi-material laser powder bed fusion. Front. Mech. Eng. 2023, 9, 1087021. [Google Scholar] [CrossRef]
- Azizi, A.; Schiffres, S.N. Laser Metal Additive Manufacturing on Graphite. In Proceedings of the 29th Annual International Solid Freeform Fabrication Symposium, Austin, TX, USA, 13–15 August 2018; pp. 2315–2324. [Google Scholar]
- Azizi, A.; Chen, X.; Gou, F.; Hejripour, F.; Goodman, J.A.; Bae, I.-T.; Rangarajan, S.; Arvin, C.L.; Sammakia, B.G.; Ke, C.; et al. Selective laser melting of metal structures onto graphite substrates via a low melting point interlayer alloy. Appl. Mater. Today 2022, 26, 101334. [Google Scholar] [CrossRef]
- Freudenberg, C. Textile Faserstoffe. In Textile Werkstoffe für den Leichtbau: Techniken-Verfahren-Materialien-Eigenschaften; Cherif, C., Ed.; Springer: Berlin/Heidelberg, Germany, 2011; pp. 39–109. ISBN 978-3-642-17992-1. [Google Scholar]
- Gibson, T.; Tandon, G.P.; Hicks, A.; Middendorf, J.; Laycock, B.; Simon, G. Hybrid Joining Through Additive Manufacturing. In Challenges in Mechanics of Time Dependent Materials, Proceedings of the 2015 Annual Conference on Experimental and Applied Mechanics; Springer: Cham, Switzerland, 2015; Volume 2, pp. 91–99. [Google Scholar] [CrossRef]
- Silva, D.F.M.; Bragança, I.M.F.; Silva, C.M.A.; Alves, L.M.; Martins, P.A.F. Joining by forming of additive manufactured ‘mortise-and-tenon’ joints. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2019, 233, 166–173. [Google Scholar] [CrossRef]
- Schanz, J.; Meinhard, D.; Nester, S.; Dostal, I.; de Silva, A.K.M.; Harrison, D.K.; Riegel, H.; Knoblauch, V. Laser surface treatment of carbon fiber reinforced polymer using near-infrared laser wavelength with variated process parameters. J. Laser Appl. 2022, 34, 12024. [Google Scholar] [CrossRef]
- Schanz, J.; Meinhard, D.; Dostal, I.; Riegel, H.; de Silva, A.K.M.; Harrison, D.K.; Knoblauch, V. Comprehensive study on the influence of different pretreatment methods and structural adhesives on the shear strength of hybrid CFRP/aluminum joints. J. Adhes. 2022, 98, 1772–1800. [Google Scholar] [CrossRef]
- Schanz, J.; Nester, S.; Meinhard, D.; Pott, T.; Riegel, H.; de Silva, A.K.M.; Harrison, D.K.; Knoblauch, V. Adhesively bonded CFRP/Al joints: Influence of the surface pretreatment on corrosion during salt spray test. Mater. Corros. 2022, 73, 158–170. [Google Scholar] [CrossRef]
- Kumar, S.; Czekanski, A. Optimization of parameters for SLS of WC-Co. Rapid Prototyp. J. 2017, 23, 1202–1211. [Google Scholar] [CrossRef]
- Deutsches Institut für Normung e.V. DIN 65148:1986-11; Luft- und Raumfahrt; Prüfung von Faserverstärkten Kunststoffen; Bestimmung der Interlaminaren Scherfestigkeit im Zugversuch. Beuth Verlag GmbH: Berlin, Germany, 1986.
- Deutsches Institut für Normung e.V. DIN EN 1465:2009-07; Klebstoffe—Bestimmung der Zugscherfestigkeit von Überlappungsklebungen; Deutsche Fassung EN 1465: 2009. Beuth Verlag GmbH: Berlin, Germany, 2009.
- Tranchard, P.; Duquesne, S.; Samyn, F.; Estèbe, B.; Bourbigot, S. Kinetic analysis of the thermal decomposition of a carbon fibre-reinforced epoxy resin laminate. J. Anal. Appl. Pyrolysis 2017, 126, 14–21. [Google Scholar] [CrossRef]
- Sous, S. Instationäre Erstarrung eutektischer Al-Si-Legierungen. Ph.D. Thesis, Technische Hochschule Aachen, Aachen, Germany, 2000. [Google Scholar]
- Buchbinder, D.; Schleifenbaum, H.; Heidrich, S.; Meiners, W.; Bültmann, J. High Power Selective Laser Melting (HP SLM) of Aluminum Parts. Phys. Procedia 2011, 12, 271–278. [Google Scholar] [CrossRef]
- Emonts, M.; Fischer, K.; Schmitt, S.; Schares, R.L. Modelling of Indirect Laser-induced Thin-film Ablation of Epoxy for Local Exposing of Carbon Fibers. Phys. Procedia 2016, 83, 1347–1356. [Google Scholar] [CrossRef]
- Zhang, J.; Song, B.; Wei, Q.; Bourell, D.; Shi, Y. A review of selective laser melting of aluminum alloys: Processing, microstructure, property and developing trends. J. Mater. Sci. Technol. 2019, 35, 270–284. [Google Scholar] [CrossRef]
- Eustathopoulos, N.; Joud, J.C.; Desre, P.; Hicter, J.M. The wetting of carbon by aluminium and aluminium alloys. J. Mater. Sci. 1974, 9, 1233–1242. [Google Scholar] [CrossRef]
- Landry, K.; Kalogeropoulou, S.; Eustathopoulos, N. Wettability of carbon by aluminum and aluminum alloys. Mater. Sci. Eng. A 1998, 254, 99–111. [Google Scholar] [CrossRef]
- Mao, W.; Noji, T.; Teshima, K.; Shinozaki, N. Wettability of Molten Aluminum-Silicon Alloys on Graphite and Surface Tension of Those Alloys at 1273 K (1000 °C). Met. Mater. Trans. A 2016, 47, 3201–3212. [Google Scholar] [CrossRef]
- Rezzoug, A.; Abdi, S.; Kaci, A.; Yandouzi, M. Thermal spray metallisation of carbon fibre reinforced polymer composites: Effect of top surface modifcation in coating adhesion and mechanical properties. Surf. Coat. Technol. 2018, 333, 13–23. [Google Scholar] [CrossRef]
- Louvis, E.; Fox, P.; Sutcliffe, C.J. Selective laser melting of aluminium components. J. Mater. Process. Technol. 2011, 211, 275–284. [Google Scholar] [CrossRef]
- Aboulkhair, N.T.; Maskery, I.; Tuck, C.; Ashcroft, I.; Everitt, N.M. On the formation of AlSi10Mg single tracks and layers in selective laser melting: Microstructure and nano-mechanical properties. J. Mater. Process. Technol. 2016, 230, 88–98. [Google Scholar] [CrossRef]
- Li, Y.; Gu, D. Parametric analysis of thermal behavior during selective laser melting additive manufacturing of aluminum alloy powder. Mater. Des. 2014, 63, 856–867. [Google Scholar] [CrossRef]
- Weingarten, C.; Buchbinder, D.; Pirch, N.; Meiners, W.; Wissenbach, K.; Poprawe, R. Formation and reduction of hydrogen porosity during selective laser melting of AlSi10Mg. J. Mater. Process. Technol. 2015, 221, 112–120. [Google Scholar] [CrossRef]
- Jiang, X.; Ye, T.; Zhu, Y. Effect of process parameters on residual stress in selective laser melting of AlSi10Mg. Mater. Sci. Technol. 2020, 36, 342–352. [Google Scholar] [CrossRef]
- Dietrich, R. Analyse der Wärmeausdehnungs-Inkompatibilität bei Klebverbindungen aus CFK, Stahl und Aluminium bei der Fertigung Einer Lackierten Karosserie. Ph.D. Thesis, TU München, München, Germany, 2018. [Google Scholar]
- Laursen, C.M.; DeJong, S.A.; Dickens, S.M.; Exil, A.N.; Susan, D.F.; Carroll, J.D. Relationship between ductility and the porosity of additively manufactured AlSi10Mg. Mater. Sci. Eng. A 2020, 795, 139922. [Google Scholar] [CrossRef]
- Kan, W.H.; Chiu, L.N.S.; Lim, C.V.S.; Zhu, Y.; Tian, Y.; Jiang, D.; Huang, A. A critical review on the effects of process-induced porosity on the mechanical properties of alloys fabricated by laser powder bed fusion. J. Mater. Sci. 2022, 57, 9818–9865. [Google Scholar] [CrossRef]
- Santos Macías, J.G.; Zhao, L.; Tingaud, D.; Bacroix, B.; Pyka, G.; van der Rest, C.; Ryelandt, L.; Simar, A. Hot isostatic pressing of laser powder bed fusion AlSi10Mg: Parameter identification and mechanical properties. J. Mater. Sci. 2022, 57, 9726–9740. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Characteristic | Unit | TruFiber 1000 Laser |
|---|---|---|
| Wavelength | λ in nm | 1075 |
| Maximum laser power | Pmax in W | 1000 |
| Beam quality | M2 | <1.3 |
| Pulse duration | TP in µs | 20–continuous wave |
| Focal length | f in mm | 255 |
| Focal diameter | dspot in µm | 46 |
| Rayleigh length | zRL in mm | 1.2 |
| Parameter | Unit | Substrate Set-Up A | Substrate Set-Up B |
|---|---|---|---|
| Laser beam diameter | Bd in µm | 200 | 200 |
| Layer thickness | Lt in µm | 100 | 100 |
| Hatch distance | Hs in µm | 46 | 200 |
| Scan velocity | Vs in mm/s | 400 | 400–700 |
| Laser power | P in W | 45–65 | 160–190 |
| Volumetric energy density | VED in J/mm3 | 7–15 | 11–24 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Nester, S.; Meinhard, D.; Schanz, J.; Rettenberger, M.; Taha, I.; Riegel, H.; Knoblauch, V. Joining of Aluminum and CFRP via Laser Powder Bed Fusion: Influence of Experimental Set-Up and Laser Processing on Microstructure and Mechanical Properties. Polymers 2023, 15, 3839. https://doi.org/10.3390/polym15183839
Nester S, Meinhard D, Schanz J, Rettenberger M, Taha I, Riegel H, Knoblauch V. Joining of Aluminum and CFRP via Laser Powder Bed Fusion: Influence of Experimental Set-Up and Laser Processing on Microstructure and Mechanical Properties. Polymers. 2023; 15(18):3839. https://doi.org/10.3390/polym15183839
Chicago/Turabian StyleNester, Sara, Dieter Meinhard, Jochen Schanz, Markus Rettenberger, Iman Taha, Harald Riegel, and Volker Knoblauch. 2023. "Joining of Aluminum and CFRP via Laser Powder Bed Fusion: Influence of Experimental Set-Up and Laser Processing on Microstructure and Mechanical Properties" Polymers 15, no. 18: 3839. https://doi.org/10.3390/polym15183839